Hastelloy C276 Stainless Steel Nikel Paduan Profesional Pengecoran Logam untuk Peralatan Kelautan EB3532

Monel adalah sebutan umum untuk sekelompok casting berbasis nikel dan paduan nikel, terutama terdiri dari nikel dan tembaga, dengan sejumlah kecil besi, mangan, karbon, dan silikon. Lebih kuat dari nikel murni, paduan Monel tahan terhadap korosi oleh banyak agen, termasuk air laut yang mengalir dengan cepat. Dibandingkan dengan baja, Monel sangat sulit dikerjakan karena bekerja sangat cepat. Itu perlu diputar dan bekerja pada kecepatan lambat dan laju umpan rendah.
Tingkat Kualitas: Sesuai Standar Nasional & Standar Internasional.
Ukuran yang tersedia: Sesuai gambar Anda.
Bidang Aplikasi: Kursi Katup, bantalan lengan, poros pompa, cincin seeling, pakai gaskt, bantalan bush, hot ekstrusi dies, bilah turbin uap, industri pengolahan makanan, gerbang katup, papan katup, cincin dudukan katup, industri gigi.
Kelas bahan:
P owder Welding (PW)
Digunakan untuk mendepositkan nikel dan karbida yang mengandung paduan, juga cocok untuk paduan kobalt, yang dimodifikasi secara khusus dalam bentuk bubuk. Proses ini cocok untuk menghadapi sebagian besar baja, besi biaya, dasar nikel dan beberapa paduan dasar tembaga.
Serbuk yang digunakan diaplikasikan pada suhu yang lebih rendah dari batang, dan proses ini ideal untuk aplikasi seperti manik-manik sempit atau penumpukan tepi untuk menyediakan area tahan aus yang kecil, dan untuk permukaan besi cor. Temperatur yang lebih rendah menghasilkan penskalaan dan distorsi yang sedikit lebih sedikit dibandingkan dengan aplikasi batang.
Spray And Fuse (SF)
---- Proses Pelapisan Semprot Ultrosonic
Semprot dan sekering adalah proses dua tahap, paduan bubuk disemprotkan ke posisinya dengan semprotan api dan kemudian menyatu dengan oxy-acetylene atau obor serupa, atau dalam tungku vakum. Proses ini menggunakan paduan dasar kobalt dan nikel dan karbida yang dimodifikasi yang mengandung kadar serbuk, mengendapkan lapisan cobalt alloy atau paduan DELORO yang halus, tipis (I mm hingga 3mm), yang terikat secara metalurgi ke substrat.
Penyemprotan Plasma
Penyemprotan plasma cocok untuk sebagian besar paduan kobalt, nikel dan besi, ditambah berbagai keramik, komposit, dan karbida yang sangat luas. Proses ini dapat digunakan pada sebagian besar material, yang dapat disiapkan dengan grit blasting. Endapannya tipis (0,1 mm hingga 0,2 mm), kepadatan tinggi (mendekati 99% dengan peralatan plasma berenergi tinggi), dan karena substrat hanya sedikit panas, dapat diterapkan dengan distorsi minimum. Namun, lapisan tersebut bukan pelapis fusi yang dilas, dan hanya terikat secara mekanis ke substrat.
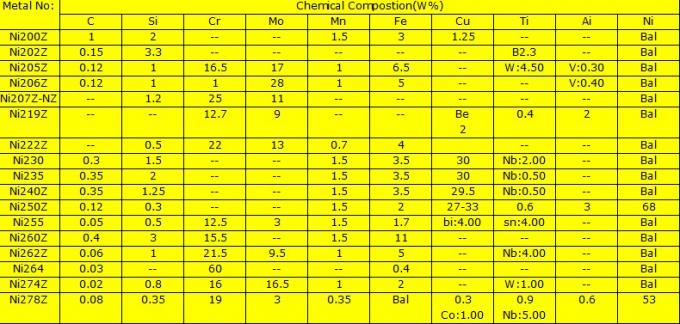
Tabel 1: Paduan Basis Nikel Standar
Pengelasan Hamparan Paduan cobalt alloy
| Hastelloy C22® (UNS N06022) (Maks.) |
| C | M N | P | S | Si | Cr | Ni | Mo | BERSAMA | Fe | W | V |
| 0,015 | 0,5 | 0,02 | 0,02 | 0,08 | 20.0-22.5 | Bal. | 12.5-14.5 | 2.5 | 2.0-6.0 | 2.5-3.5 | 0,35 |
| Hastelloy C276® (UNS N10276) (Maks.) |
| C | M N | P | S | Si | Cr | Ni | Mo | BERSAMA | Fe | W | V |
| 0,01 | 1 | 0,04 | 0,03 | 0,08 | 14.5-16.5 | Bal. | 15.0-17.0 | 2.5 | 4.0-7.0 | 3.0-4.5 | 0,35 |
| Hastelloyx® (UNS N06002) (Maks.) |
| C | M N | P | S | Si | Cr | Ni | Mo | BERSAMA | Fe | W | lain |
| 0,05-0,15 | 1 | 0,04 | 0,03 | 1 | 20.5-23.0 | Bal. | 8.0-10.0 | 0.5-2.5 | 17.0-20.0 | 0.2-1.0 | / |
Monel 400® (UNS NO4400) (Maks.)  | |
| C | M N | S | Si | Ni | Cu | Fe |
| 0,3 | 2 | 0,024 | 0,5 | 63 mnt | 28-34 | 2.5 |
Monel M400® (UNS NO4400) (Maks.)  |
| C | M N | S | Si | Ni | Cu | Fe |
| 0,3 | 2 | 0,024 | 0,5 | 63-70 | 28-34 | 2.5 |
Monel R405® (UNS NO4405) (Maks.)  |
| C | M N | S | Si | Ni | Cu | Fe |
| 0,3 | 2 | 0,025-0,06 | 0,5 | 63.0 mnt | 28-34 | 2.5 |
Monel K500® (UNS NO5500) (Maks.)  | |
| C | M N | S | Si | Ni | Cu | Ti | AI | Fe |
| 0,1 | 2 | 0,01 | 0,5 | 63 menit | 27-33 | 0,86 | 2.3-3.15 | 2 |
| Inconel 600 (UNS NO6600) (Maks.) | |
| C | M N | S | Si | Cr | Ni | Cu | Fe | |
| 0,15 | 1 | 0,015 | 0,5 | 14-17 | 72 mnt | 0,5 | 6.0-10.0 |
| Inconel 601 (UNS NO6601) (Maks.) |
| C | M N | Si | Cr | Ni | BERSAMA | AI | Fe |
| 0,05 | 0,3 | 0,2 | 22.5 | 61,5 mnt | 5 | 1.4 | 14.1 |
| Inconel 718 (UNS NO7718) (Maks.) |
| Cr | Ni | Mo | BERSAMA | Cb + Ta | Ti | AI | Fe |
| 19 | 52,5 menit | 3.05 | 5 | 5.13 | 0,9 | 0,5 | 18.5 |
| Analisis Kimia Incoloy 800® uns (N08800) | |
| C | Cr | Ni | Ti | AI | Fe | Gandum |
| 0,1 maks | 19.0-23.0 | 30.0-35.0 | 0,15-0,6 | 0,15-0,6 | 39,5 menit | / |
| Incoloy800H® UNS (N08810) |
| C | Cr | Ni | Ti | AI | Fe | Gandum |
| 0,05-0,1 | 19.0-23.0 | 30.0-35.0 | 0,15-0,60 | 0,15-0,60 | 39,5 menit | 5atau lebih kasar |
| Incoloy800HT® UNS (N08811) |
| C | Cr | Ni | Ti | AI | Fe | Gandum |
| 0,06-0,10 | 19.0-23.0 | 30.0-35.0 | 0,25-0,60 | 0,25-0,60 | 39,5 menit | 5atau lebih kasar |
Proses produksi
Langkah 1: Menerima pesanan.
Langkah 2: Proses desain oleh departemen teknis
Langkah 3: Pembelian bahan baku dan pembuatan & pengecekan pola
Langkah 4: Pemeriksaan bahan baku
Langkah 5: Melting oleh tungku induksi frekuensi menengah
Langkah 6: Analisis Ladle dengan Spectrometer
Langkah 7: De-oksidasi, penghilangan terak, penyadapan
Langkah 8: Menuang
Langkah 9: Openning & fettling
Langkah 10: Pemeriksaan permukaan & dimensi
Langkah 11: Perawatan panas
Langkah 12: Pemeriksaan properti fisik (uji UT, uji MT, kekerasan, nilai dampak µstruktur)
Langkah 13: Pengepakan
Langkah 14: Pengiriman

1. Pengalaman Operasi Pengecoran 18 tahun.
2. Komunikasi Teknis & Komersial yang Ramah & Efisien Tinggi.
3. Praktek Ekspor Profesional: Telah Diekspor ke +60 Negara Luar Negeri.
Pameran Dagang Kami 
Gerai kami No. 14-A29-5 di Newcast 2015, Jerman
Hall 14, Stand No.A29-5.
Hubungi Kami untuk informasi lebih lanjut tentang produk & layanan:
Mr.John Liu
Manajer proyek
Sel: 0086-130 930 23772 (Aplikasi Apa)
Tel: 0086-188 0059 6372
Faks: 0086-510-6879 2172
E-mail: cast@ebcasting.com ; ebcastings@163.com
ID Skype: julia.zhu26
QQ: 217 039 6403
www.ebcastings.com
Eternal Bliss Alloy Casting & Forging Co, LTD.
Tambahkan .: Taman Teknologi J-Sci, Distrik Binhu, Wuxi, 214122, Jiangsu, Cina

 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!